Bei der Werkzeugaufnahme für den manuellen Werkzeugwechsel sind einfache Handhabung, hohe Präzision sowie eine stets sichere Verbindung zwischen Welle und Werkzeug über den gesamten Drehzahlbereich erforderlich.
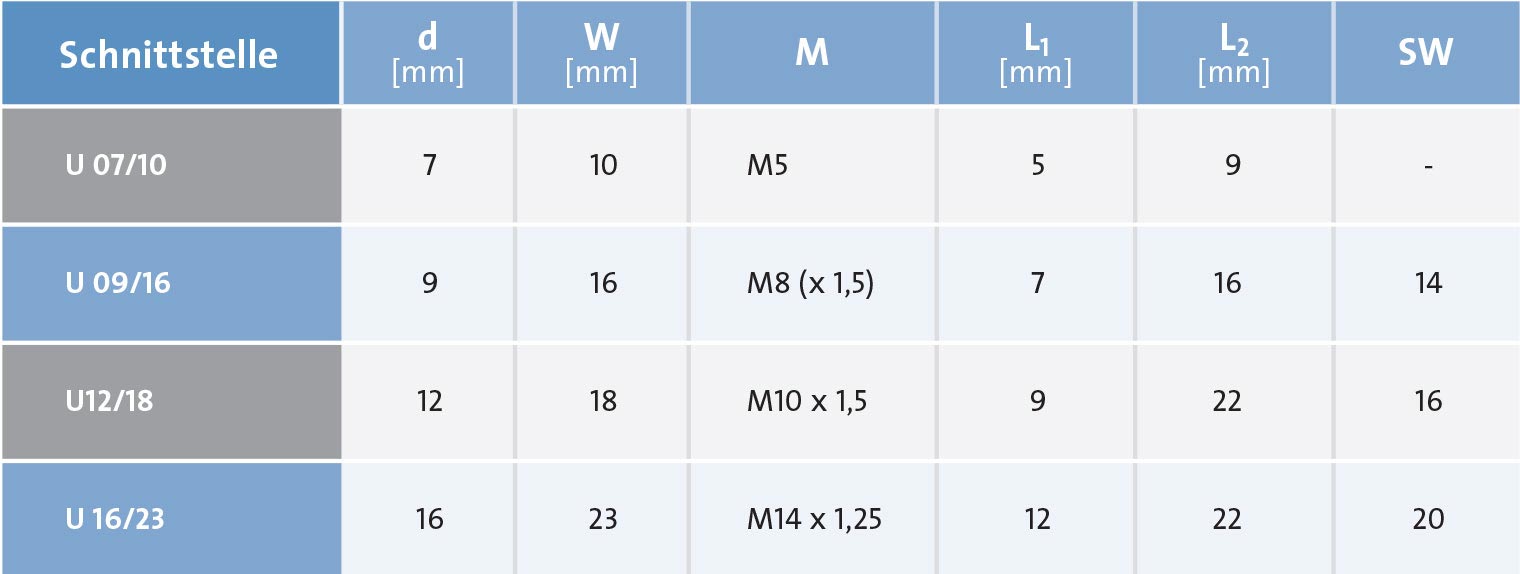
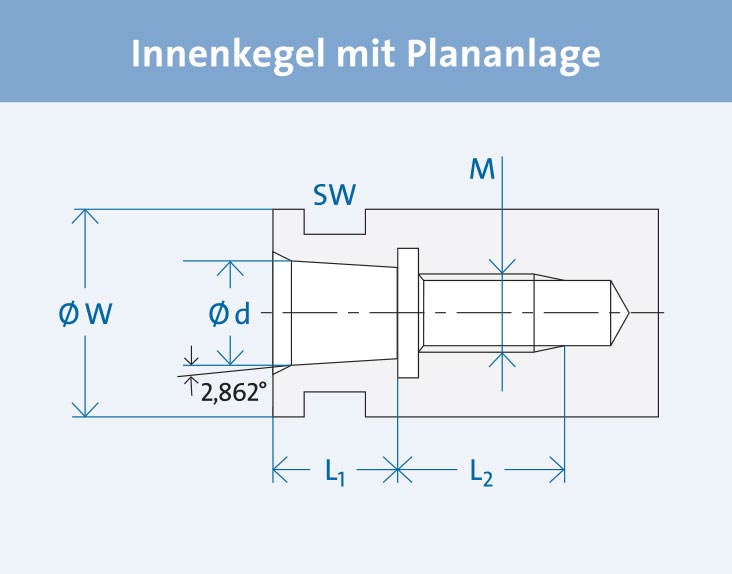
Aufgrund der sehr hohen maximalen Drehzahlen bei der Typenreihe UHS wurde eine GMN Schleifdornaufnahme mit Innenkegel/Plananlage und Einschraubgewinde gewählt. Diese gewährleistet eine sichere Verbindung zwischen Welle und Werkzeug über den gesamten Drehzahlbereich der jeweiligen Spindel.

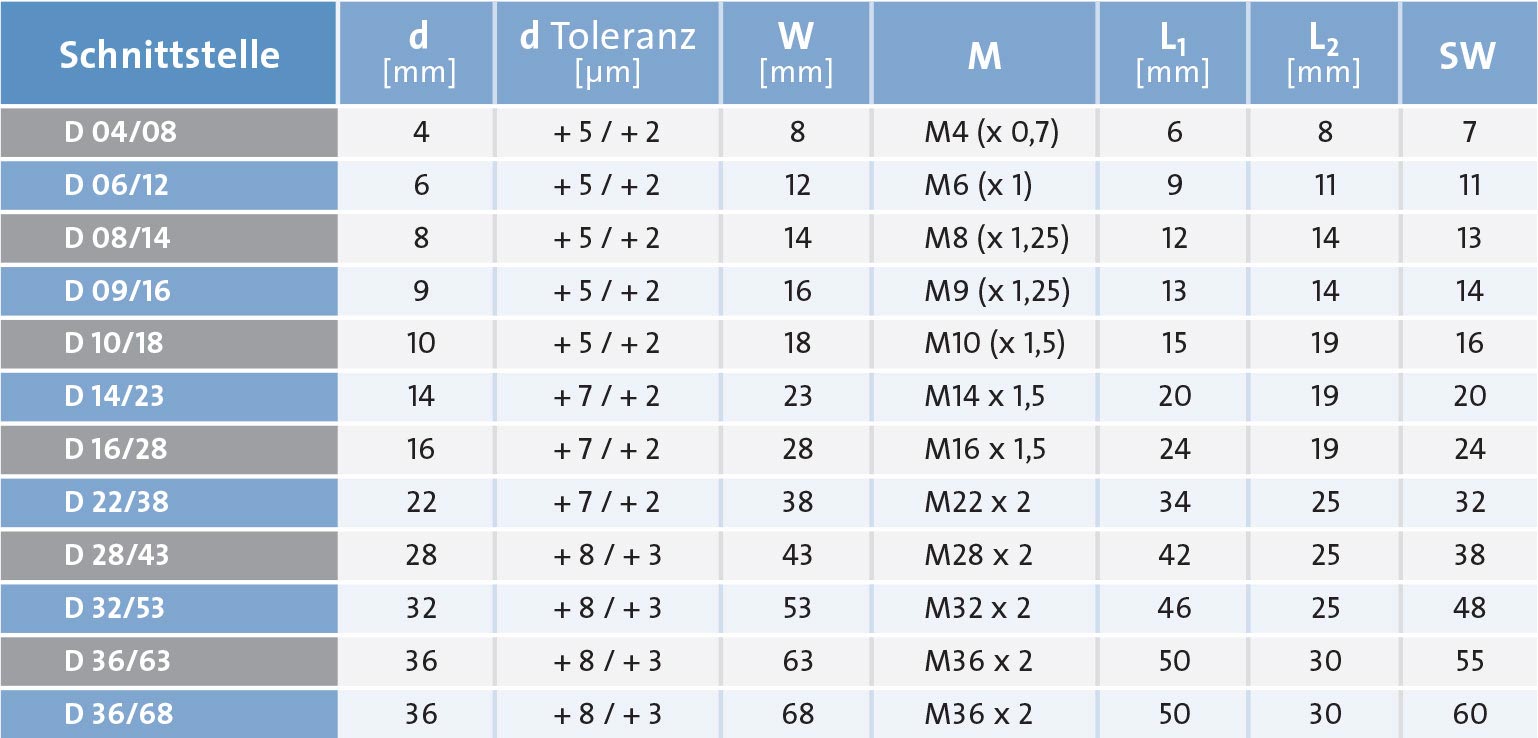
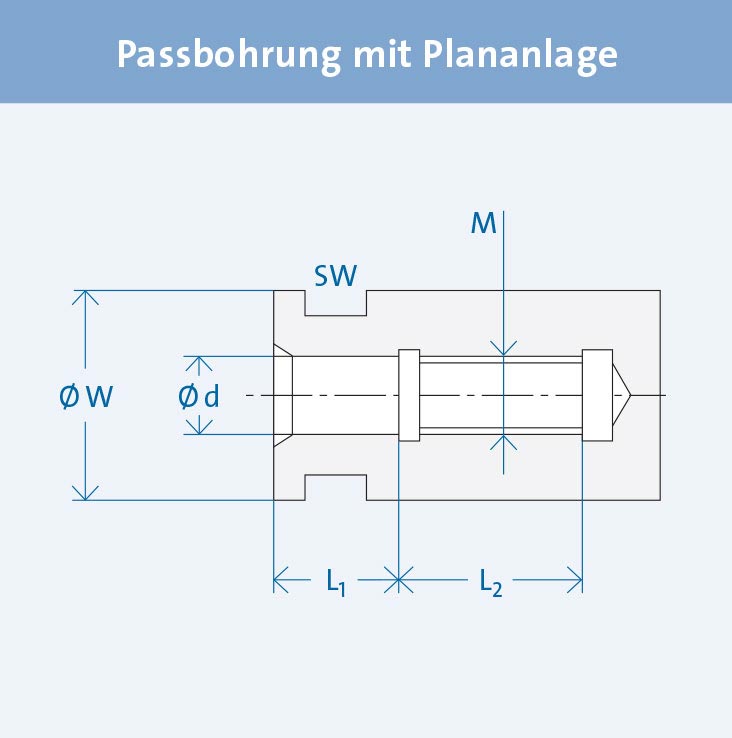
Die Hochgeschwindigkeitsspindeln der Typenreihe HS, HV-X und HSX sind mit der seit vielen Jahrzehnten bewährten GMN Schleifdornaufnahme – Passbohrung/Plananlage und Einschraubgewinde – ausgestattet.

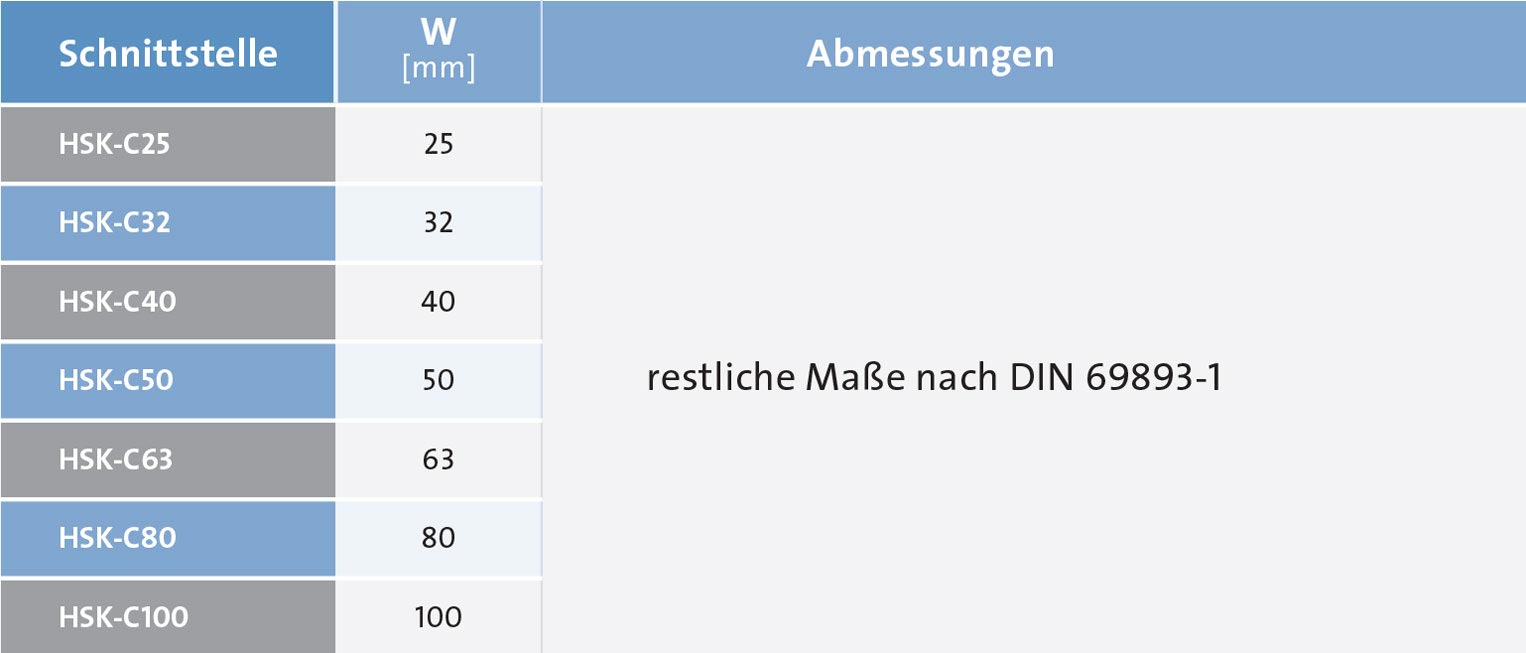
Die verschiedenen Formen unterscheiden sich hinsichtlich Mitnehmeraussparung und Anlagebund. Die Form C wurde speziell für den manuellen Werkzeugwechsel entwickelt.
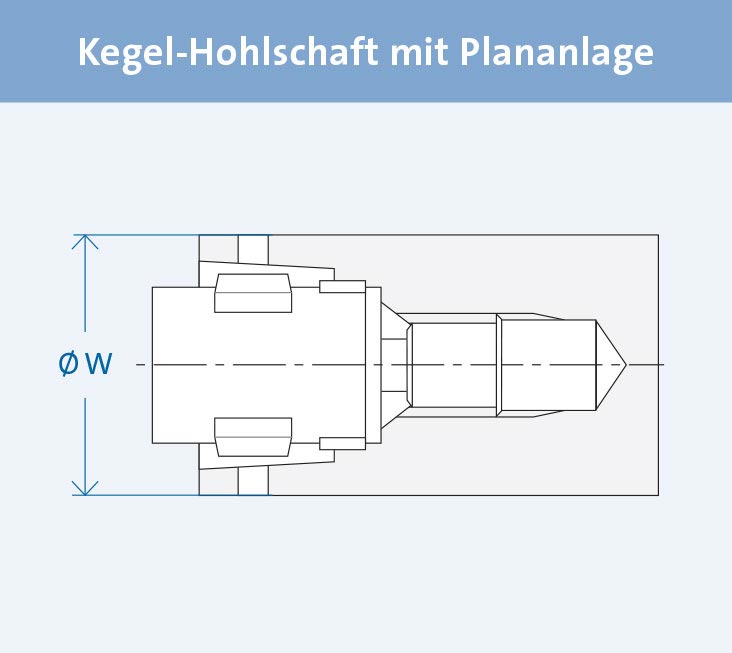
In den Spindeln der Reihe HSP/HV-P können Werkzeuge mit Kegel-Hohlschäften der Form A und C aufgenommen werden. Die HSK-Schnittstelle erlaubt den Betrieb in beide Drehrichtungen.
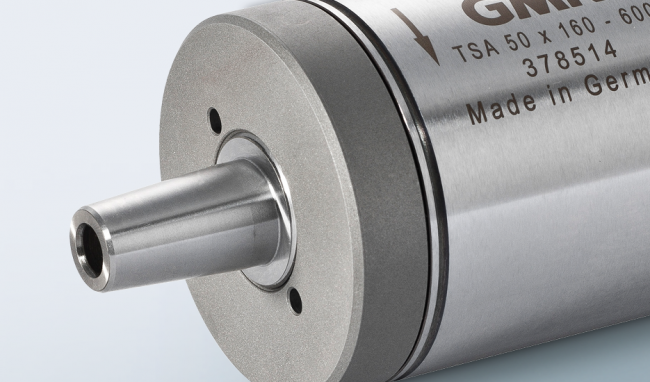
Die Spindeln der Typenreihe TSA haben eine nach GMN Werknorm gefertigte Schnittstelle mit Außenkegel und stirnseitigem Innengewinde zur Aufnahme von Schleifscheibenflanschen, Spannfuttern oder Schleifdornen.

Die Spindeln der Typenreihe TSI haben eine nach GMN Werknorm gefertigte Schnittstelle mit Innenkegel und innenliegendem Gewinde zur Aufnahme von Spannfuttern und Schleifdornen.
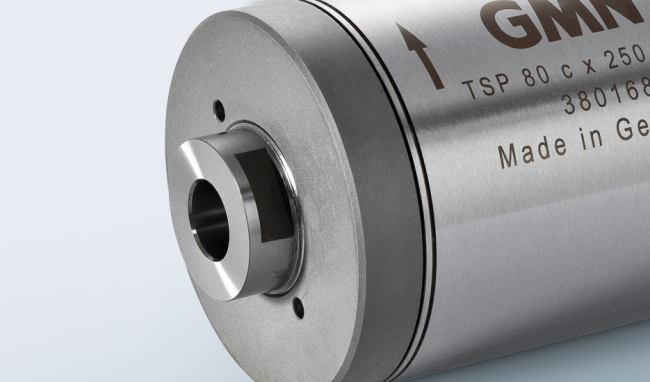
Die Spindeln der Typenreihe TSP sind mit der seit vielen Jahrzehnten bewährten GMN Schleifdornaufnahme – Passbohrung/Plananlage und Einschraubgewinde – der Typenreihen HS, HV-X und HSX ausgestattet.

Die Spindeln der Typenreihe TSAV und TSEV haben eine nach GMN Werknorm gefertigte Schnittstelle mit Außenkegel und stirnseitigem Außengewinde zur Aufnahme von Schleifscheibenflanschen.