Simple handling, high precision as well as a permanent, secure connection between shaft and tool over the entire speed range are required in tool interfaces for manual tool change.
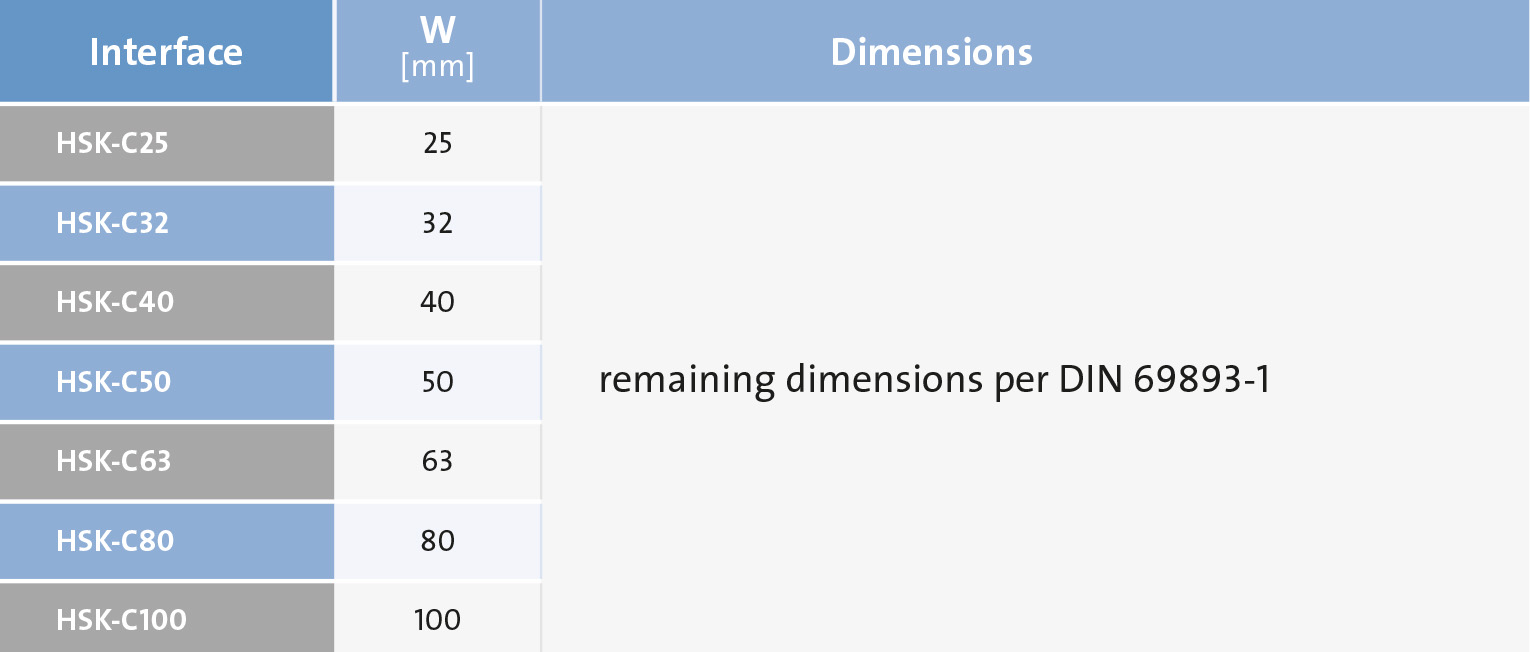
Due to the very high maximum speeds in the UHS series, a GMN standard tool interface is selected with an internal taper and flat contact face and insertion threads, which provides a secure connection between the shaft and the tool over the entire speed range of the respective spindle.

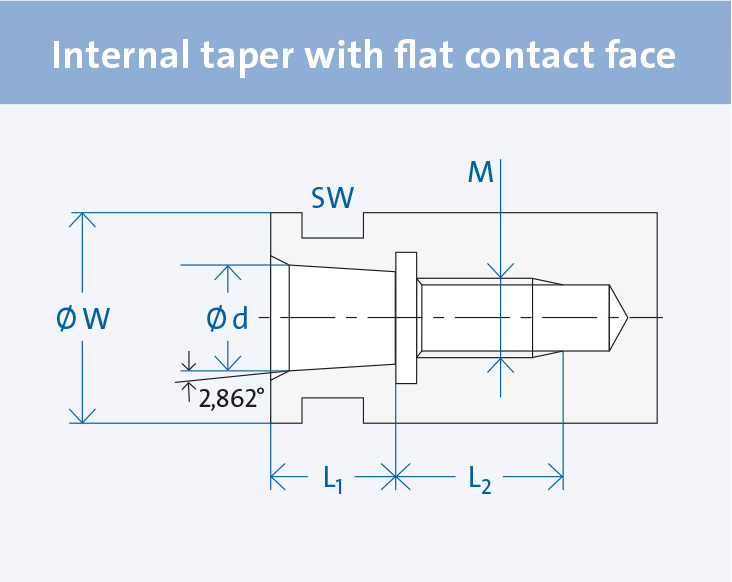
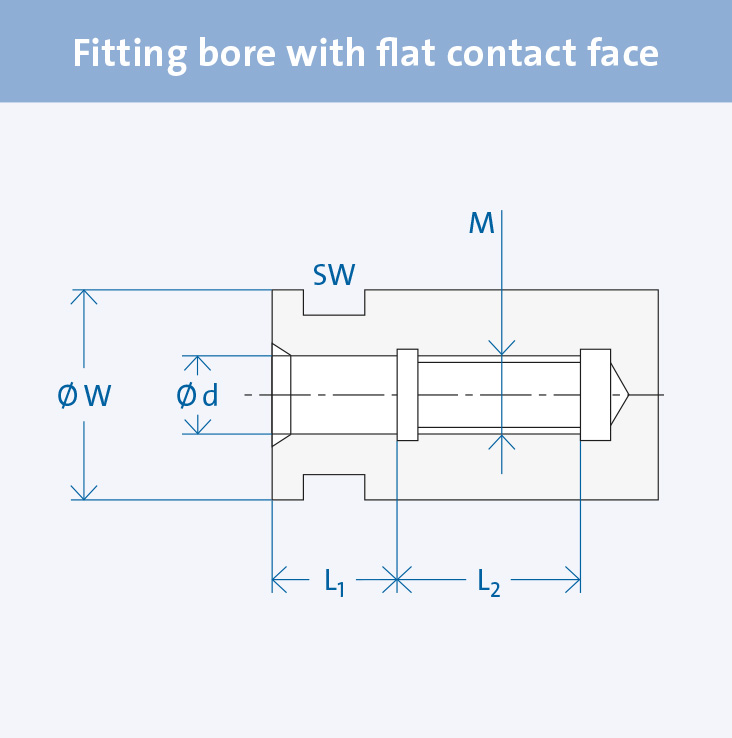
GMN’s high-speed series HS, HV-X and HSX spindles are fitted with a standard tool interface, fit bores and a flat contact face as well as insertion threads which have been proven for decades.

The various forms differ in regards to their driver cavity and their attachment system. The C form was specially developed for use in manual tool changing systems.
Tools with A and C taper hollow shafts can be held in series HSP/HV-P series. The HSK interface allows operation in both rotational directions.
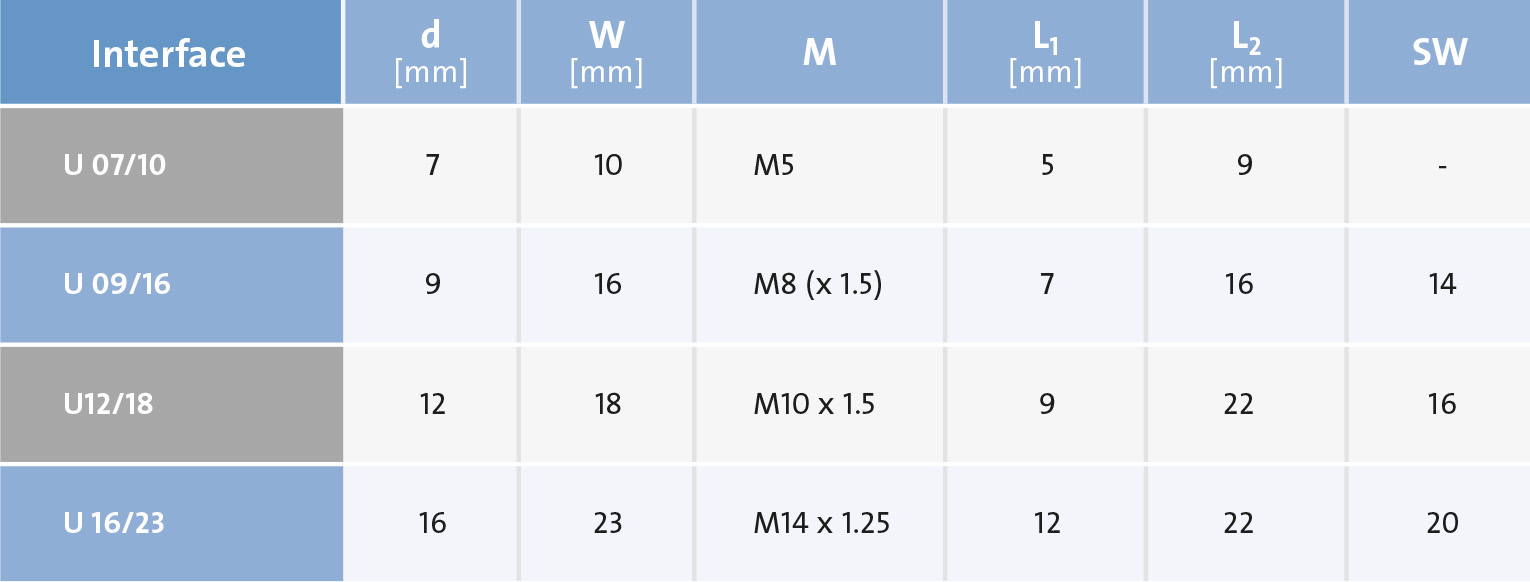
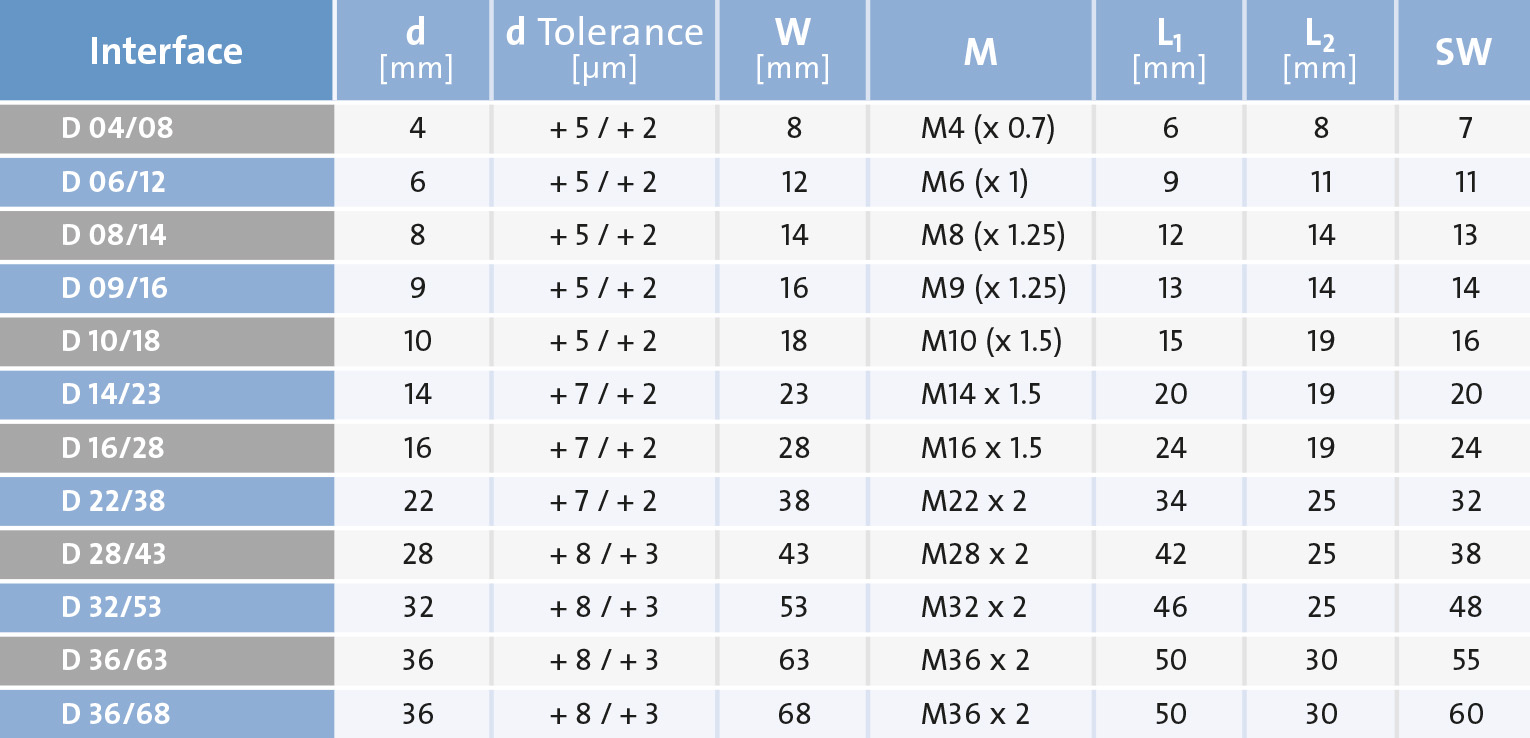
The spindles of the TSA series have a GMN-machined interface with external taper and an internal female thread for the reception of grinding wheel flanges, chucks or grinding quills.


The spindles of the TSI series have an interface manufactured according to the GMN standards with an internal taper and internal thread for the clamping of clamping chucks and grinding quills.
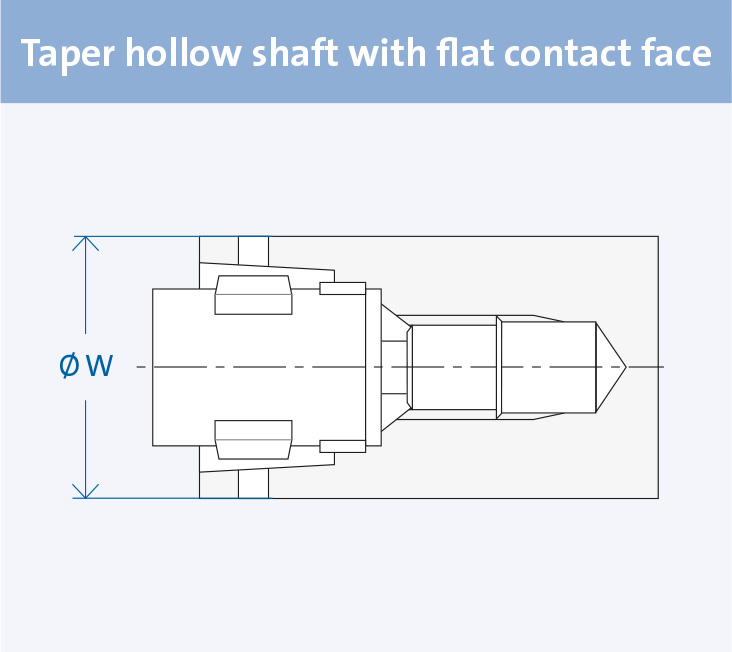
The TSP series spindles are equipped with the proven GMN mandrel pick-up system – pass-through bore / planing system and screw-in thread – of the HS, HV-X and HSX series for many decades.

The spindles of the TSAV and TSEV series have a GMN-manufactured interface with external taper and an internal female thread for the reception of grinding wheel flanges, chucks or grinding quills.